��ժ Ҫ���U���˲���׃�������b�Ì��η��m�׃�����A���ÓQ�ų��Ě��w�M�л������õĹ�ˇ���̡�ԓ�b�õ��\���_���˽��ͮaƷ�ɱ����p�ُU���ŷš����o�h(hu��n)�����������aϵ�y(t��ng)��ȫ�h(hu��n)����(w��n)���\�е�Ŀ�ġ��Ժ������R�ȉA�l(f��)չ����؟�ι�˾ 30 �f t /a PVC Ӌ�����՚��w�a����Ч��� 268�� 5 �fԪ/a��
��ǰ��“�Gˮ��ɽ���ǽ�ɽ�yɽ”���������������ģ���I(y��)�ڰ�ȫ���a��ͬ�r���h(hu��n)������Ҳ�̲��ݾ���ᘌ��������a“���U”�ŷŶ�����c�����ͨ�^��Ч;�����ÏU�����U��͏Uˮ�Ļ��������ã�����Ч������I(y��)�aƷ�ɱ����p�٭h(hu��n)����Ⱦ�������I(y��)����Ч������Ч�桢������I(y��)��������������Ҫ���x��Ŀǰ�������ʯ��PVC���a��ˇ�У�
�η��m�׃�����������gЪ���M�ϣ����˱��C��ȫ��ÿ����l(f��)������1�A���ʯ����ʹ�õ���(�w�e�֔�(sh��)≥99.5%)�����A���Ț������Ȳ���M���ÓQ���ÓQ�Ě��w�����������՚��У����H�c�h(hu��n)�����aҪ����Ҳ�������Ȳ��͵�������M������������Ȳ�����ȼ�ױ����ԣ������ش�İ�ȫ�[������ˣ����ÿɿ���Ч�Ĺ�ˇ���g���ÓQ���w�е���Ȳ��͵����M�л��գ�������Ч���ͮaƷ�ɱ����p�ُU���ŷţ����ڱ��o�h(hu��n)�����������aϵ�y(t��ng)��ȫ��(w��n)���\���Ƿdz���Ҫ�ġ�
1���y(t��ng)��Ȳ�l(f��)���b�����a��ˇ
�ڂ��y(t��ng)�ʯ��PVC���a��ˇ�У�����Ȳ�b�ðl(f��)�����������gЪ�M�ϡ�����(j��)�l(f��)�����OӋҪ��ÿ�_�ʯ�ς}�ȵ��ʯ�谴���ִ��ɷQ��Ƥ���C�Q�غ�һ�����T�M�����A�����ϣ��ٽ��������T�M�����A���������ˆT����(j��)�l(f��)�����ضȡ�Һλ�������{��(ji��)늴���ʎ�������ʹ�ʯ�����M��l(f��)�������M��ˮ�ⷴ���������A�����ʯ��������ˆT횴��_�������T�����A���ȵ��ʯ�������A�����������A�������������A�����ڳ����^���У����A���ȵ���Ȳ���ͨ�^�������T�M�����A������Ȳ�c�՚��ϱ�ը������2.3%��81%(�w�e�֔�(sh��))�����˱��C��ȫ������ü��Ⱥϸ�ĵ��⌦���A���ȵ���Ȳ���M���ÓQ������Ȳ�w�e�֔�(sh��)≤0.2%�r�����ɴ��_һ�����T�ٴ��M�Ђ��ϡ�����(j��)��ˇҪ�����A����õ����ÓQ5�Σ��@Щ�ÓQ��Ļ�Ϛ��w��������ſգ�����Ⱦ�h(hu��n)�����������Դ���M��ͨ�^����“�η��m�׃�����A���ÓQ���w���ռ��g����”�Ŀ������׃���������g���A���ÓQ�ſ՚��w�е���Ȳ�⼰�����M�з��x���ã�����Ч�����ʯ���ģ��p�ُU���ŷţ��������aϵ�y(t��ng)��ȫ��(w��n)���\�С�
2�A���ÓQ���w���չ�ˇ����
�η��m�׃�������A���ÓQ�ſ՚��w���ռ��g�Ǹ���(j��)��Ȳ��͵���Ļ�Ϛ��w�ڼӉ������������挦��ͬ���w���ӵ��������ʹ�^�������ĽM�ֱ����������������������M�����������ݔ�����ڽ����^���У��������M�֏��������н��������F(xi��n)�������������Ķ�ʹ��Ϛ��w���F(xi��n)���x��׃��������ˇ��ѭ�h(hu��n)�^��ϵ�����������������^���Пo�κλ��W�����l(f��)����������7�����E��������(A)���������⽵(ED)�����(D)�����(V)����՛_ϴ(VP)������������(E��)��#�K����(F��)��
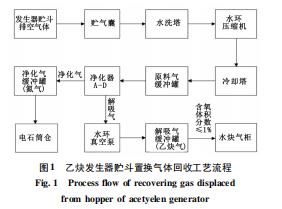
�������R�ȉA�l(f��)չ����؟�ι�˾��30�ft/aPVC��Ȳ�b��9�_�l(f��)�����A���ÓQ�ų��Ě��wȫ���ռ�����׃��������ˇ�M�з��x�����ա����á����η��m�׃�����A�����ÓQ���w�ڳ��ء��������M���A���Ҿ��_������ˮϴ��ˮϴ���m��ϴ����m��Ě��w��ˮ�h(hu��n)���s�C�Ӊ����s0.1MPa���ٽ��^��������s���M��ԭ�Ϛ⾏�_���_��Ȼ���M����Ȳ����ϵ�y(t��ng)����Ȳ������������^���ĽM�ֱ�����������������������������̎�ų������������������á�����������Ȳ���w����źͳ���A�ν�������������aƷ��ݔ�����͵���Ȳ���������ã�����ݔ�����ʯ���鹤����ʯͲ�}���鱣�o�Ԛ��w�^�m(x��)ʹ�á��η��m�׃�����A���ÓQ���w���չ�ˇ����Ҋ�D1��
3�b����Ҫ���gָ��
ԭ�Ϛ�:�η��m�׃�����A�����ÓQ�ſ՚⣬ݔ�뉺���鳣����ݔ��ضȞ鳣��;�aƷ��:������Ȳ�⣬ݔ��������10��20kPa��ݔ���ضȞ鳣�أ������w�e�֔�(sh��)��≤1.0%;�ŷŚ�:��Ȳ�w�e�֔�(sh��)≤0.1%���ŷŜضȞ鳣�أ�����������0.1MPa���ҡ�
4׃�������b�ÿ���ϵ�y(t��ng)
4.1�b���Ԅ��ГQϵ�y(t��ng)
4.1.1�b�ÿɌ��F(xi��n)���ГQ��ʽ
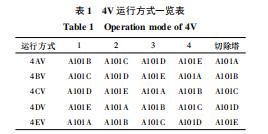
�����b�������̞�5����ˇ(���º�����5V)����ijһ�_�������ϵij̿��y���ⲿԪ������(��Ҫָ늴��y����λ��ͨ�y�����ƾ�·���ϵ�)���³̿��y���������_�P�r��������ք���5V�ГQ��4����ˇ(���º�����4V)�\�У�����̎���ꮅ�����ք���4V�л�5V���b�û֏������\�С�5Vֻ��һ�N�\�з�ʽ����4V��5�N�\�з�ʽ��Ҋ��1��
4.1.2�\�з�ʽ�ГQ�f��
(1)���b�ó��F(xi��n)���ϕr��ԓ�ГQϵ�y(t��ng)�ڱ��C�b��ƽ��(w��n)�\�У����C�aƷҪ���ǰ���£������µă��������½M�ϣ��B�m(x��)����m(x��)�����ͳ��ϸ�ĮaƷ�⡣
(2)5V�ГQ4V���ք�ģʽ����ָ�ɲ����ˆT����(j��)���ϰl(f��)���ГQָ�����Ӌ��C�Ԅ��ҳ�#���IJ�λ�г���
(3)�ڳ����ГQ���^���У���Ӌ��C�Ԅ��x����m�ĕr�g�Ͳ��E����ГQ������wuxu�����ˆT���A��ͬ�rӋ��C�������Ѳ����ˆT̎�����ϡ�������̎���ꮅ���ٻ֏��������\�С�
(4)5V��4V���������������ĕr��͕r�g����(sh��)������DCS�У��������ڸ��N�\�з�ʽ�g�ГQ�r������λ�ĕr�g�O��ֵ���������Q��
(5)�����ГQ���г��ă����������y�Tshou��̎���P�]��B(t��i)���������M���ք��_�P��������������ʾ����4V�л�5V�r�����ГQָ��_�J������Ԅӌ��������������г̿��y�P�]���M���ГQ�����l���ȴ��������m����λ���롣
4.2�b�����{������ϵ�y(t��ng)
�����b���O�������{������ϵ�y(t��ng)����ԓϵ�y(t��ng)Ͷ�Õr��Ӌ��C������(j��)�����O����ij���r�µ�#�Ѳ����l��������(j��)ԭ�Ϛ�M�ɡ�������������׃�����Ԅ��{�������r�g���������r�g׃�����֕��ԄӸ�׃�K���{��(ji��)�y�Ľo��ֵ���K���{��(ji��)�y���µĕr�g�l�����Ԅ��{�����_���K�䉺���ڽK�䲽�E�Y���r���õ�λ��ԓϵ�y(t��ng)���\�ÿɱ��C�b����ԭ�Ϲ��r׃���r���܃�(y��u)������(w��n)���\�У��_��#���\��Ч����
4.3��ˇ�^�̅���(sh��)�z�y���Ԅ��{��(ji��)ϵ�y(t��ng)
׃��������ˇ�ǿ������Ե��ГQ�̿��y�T�팍�F(xi��n)�ģ�����ʹ������ˇ�^�����B�m(x��)��(w��n)�����M�У�Ҫ���Ԅӿ���ϵ�y(t��ng)�����^�ߵ�ˮƽ������׃�������b���ܰl(f��)�������r��Ӱ푣�ʹ��ԭ�Ϛ�̓�����������ԭ�Ϛ�M�ɺ͉��������������������������ϴ��ˮ����ӋҺλ�ȿ��ܴ���һ���IJ��ӣ����˱��C�b����������ȫ���\�D�������b���O�������^�̿��ơ��{��(ji��)�ͅ���(sh��)�z�yϵ�y(t��ng)��
4.3.1ԭ�Ϛ⡢����������Ӌ��ϵ�y(t��ng)
ԓϵ�y(t��ng)���ڙz�y��ָʾ��ӛ�ԭ�Ϛ⼰���������������ӳ�b�õ�̎�����������aЧ�ʣ��齛�������ṩ����(j��)������Ӌ��ϵ�y(t��ng)�����ˉ����͜ض��a�������Ӌ���Ĝʴ_�ԣ������a���͜ض��a���nj������h���͜ض��h���IJɘ���̖ݔ�뵽Ӌ��C�У���Ӌ��C����Ӌ���a����
4.3.2ϴ��ˮ����Ӌ��ϵ�y(t��ng)ԓϵ�y(t��ng)���ڙz�y��ָʾ��ӛ�ϴ��ˮ�����������Cԭ�Ϛ��ϴ��Ч����
4.3.3�K�������ֲٿ���ϵ�y(t��ng)�ڽK��r�g�ȣ�ԓ��·�ܱ��C�K�����������㶨�������C�ڽK��Y���r�����������ӽ������������Է�ֹ�����������F(xi��n)�^��IJ��ӡ�
4.3.4�_ϴ�����ֲٿ���ϵ�y(t��ng)�ڛ_ϴ�r�g�ȣ�ԓ��·�ܱ��C�_ϴ���������㶨���Է�ֹ���������^��IJ��ӡ�
4.3.5���������������Ԅ��{��(ji��)����ϵ�y(t��ng)���˱��C�������������������ķ�(w��n)�����O���˴��{��(ji��)��·������һ��̎��#�K�������E�r����������ʹ�õ��ǃ����⣬�˕r���������ݔ������׃���͕����̎���������E�ă����������½���Ӱ�����Ч������˱�횼��r�{���y�TPV��102�_�ȣ���׃������ݔ������ʹ̎��������B(t��i)�ă�����������(w��n)���ڽo��ֵ�ϣ��Ա��C���������ķ�(w��n)�������̿�ϵ�y(t��ng)ʧ�،��������������ڽo��ֵ�r��ԓϵ�y(t��ng)���l(f��)������̖�����Ѳ����ˆTע�Ⲣ�M���ҳ����}���ڡ�
4.3.6ˮϴ��Һλ�Ԅ��{��(ji��)ϵ�y(t��ng)�鱣�CҺλƽ��(w��n)���O�ô��{��(ji��)��·��ͨ�^�{��(ji��)�yLV��101�����rˮ�a���{��(ji��)���ԜpСˮϴ��Һλ���ӣ����Cˮ��ƽ��(w��n)����ȫ�\�С�
4.3.7�A���Ҹ߶��{��(ji��)ϵ�y(t��ng)ԓ��·���O���܉��C�A���Ҹ߶�̎�����������ȣ����A���Ҹ߶ȵ��ڻ��߸������������r��ͨ�^���r�{��(ji��)�y�TPV��101���_�ȣ��܉��C�A���Ҹ߶�̎�ں��������ȣ����C�b�ð�ȫ����(w��n)���\�С�
4.3.8����������ָʾӛ�ϵ�y(t��ng)5�_�������Ĺ��������քeͨ�^����׃��������̖�͵�Ӌ��C�M��ָʾ��ӛ䛣�����׃�������������ط�ӳ��5�������\����r��ͬ�r���\���^���г��F(xi��n)�Į�����rҲ�����ɉ��������б����������Ķ�����������ṩ����(j��)��
4.3.9ԭ�Ϛⰲȫ(li��n)�i����ϵ�y(t��ng)�������b��ԭ�Ϛ�ݔ���·��������һ���������ھ�������һ�����z�yϵ�y(t��ng)�����ڙz�y���O(ji��n)��ԭ�Ϛ������⺬���͉�������������ˆT���b���M�бO(ji��n)�ء����z�y��ԭ�Ϛ������⺬�����������O��ֵ�r���l(f��)��������Ԅ��P�]�̿��y�TKV��109�����_�̿��y�TKV��111��ԭ�Ϛ��Ԅӷſ�;�����O��ֵ�r���t�Ԅ��P�]�̿��y�TKV��111�����_�̿��y�TKV��109��ԭ�Ϛ��M�����ϵ�y(t��ng)��
4.3.10�aƷ�ⰲȫ(li��n)�i����ϵ�y(t��ng)�ڻ����b���У��aƷ��ݔ����·��������һ���������ھ�������һ�����z�yϵ�y(t��ng)�����ڙz�y���O(ji��n)�خaƷ�������⺬���͉�������������ˆT���b���M�бO(ji��n)�ء����z�y���aƷ�������⺬�����������O��ֵ�r���l(f��)��������P�]�̿��y�TKV��110�����_�̿��y�TKV��112���aƷ���Ԅӷſ�;�����O��ֵ�r���t�Ԅ��P�]�̿��y�TKV��112�����_�̿��y�TKV��110���aƷ��������á�
4.3.11�A���Ҹ߶Ȉ�ϵ�y(t��ng)ԭ�Ϛ�ľ��_���Ҹ߶��O���˼t��O(ji��n)�y��ϵ�y(t��ng)�������Ҹ߶Ȳ��������߶ȷ����ȕr��ϵ�y(t��ng)�l(f��)���������ʾ�����ˆT�M���ҳ����}���ڡ�
4.3.12KS��101ϵ�y(t��ng)����(j��)׃�����������c�����b��������һ�׳����ГQ�Ԅӿ���ϵ�y(t��ng)�����Ƴ�������y�T�Ą�����ԓϵ�y(t��ng)��һ��PLC����ϵ�y(t��ng)��һϵ��늴��y����ӳ̿��y�ȽM�ɡ�
5������
(1)�b���\���M�á�
ȫ�����b�õĹ̶��Y�aͶ�Y�M�Þ�270�fԪ�����̶��Y�a�����f�r�g15�ꡢ��ֵ��5%Ӌ�㣬�tÿ������f�M�Þ�17.1�fԪ;�b��ȫ���\�Є����������56.5�fkW·h��늃r��0.54Ԫ/(kW·h)Ӌ�㣬�tȫ����M��30.5�fԪ;ÿ���O��S�o���S���M�ù���10�fԪ���b��ÿ���\���M��:17.1+30.5+10=57.6(�fԪ)��
(2)�b�����档
30�ft/a��Ȳ�b���������a�r���M�������b�õ�ԭ�Ϛ�s��224.64m3/h���ɻ�����Ȳ������56.1m3/h�����յĵ������s��168.54m3/h�����՚��w�е���Ȳƽ���|���֔�(sh��)��40%���b��ȫ���\�Еr�g8700h���ʯ�l(f��)������295L/kg���ʯ�r3000Ԫ/t������r0.87Ԫ/m3���tÿ�������Ȳ��Ч���56.1×8700×40%÷295×3000=198.5(�fԪ)�����յ���Ч���168.54×8700×0.87=127.6(�fԪ)��
�b��ÿ�ꌍ�H����:198.5+127.6��57.6=268.5(�fԪ)��
6�Y�Z
�A���ÓQ���w���ռ��g��2017��5��Ͷ���\�У���Ͷ�\�ԁ����\�з�(w��n)����Ч�����á��������R�ȉA�l(f��)չ����؟�ι�˾�Ǻ���ʡ�ȉA�ИI(y��)���¼Ҳ��ô����a���g����I(y��)��������Ļ������Þ�ȫ��shou�ҡ�ԓ���g�ڜp�ُU���ŷš������ʯ���ġ���(w��n)��ϵ�y(t��ng)��ȫ�ȷ���Ч���@���������ڴ��M��I(y��)�h(hu��n)�����a���Ј��������������lingxian���g����ͬ�ИI(y��)���ЏV�����ƏV�rֵ��
ע���������x�����¾���ԭ��(chu��ng)���D�dՈ�������ĵ�ַ