ժ Ҫ �����ĺ�Ҫ�����ˉ���׃�����ڼӉ���������ʹ�Õr��Ҋ�Ć��}���������x���Լ�һЩ�������Ʒ�����
Ŀǰ���H�ϼӉ�������g�������Ч�ʸߣ��ɱ��ͣ����ܭh����ԭ���m���ԏ������c���ѳɞ��µ��⒝�ұ���P�I���g֮һ��懵V�{�ɼӟ����ӟ�������Ӊ������������º��Q�Ӊ���������ͬ�rͨ�����⡢������ˮ���ڸߜء��߉������g���Y��������ĭ�ͽ��ٹ��w�w�������]�������M�Д��裬��ַ�������Һ�ɉ���׃�����ų���
�Ӊ����Ǹߜظ߉����]����������׃�������������s���r�¹����^���У����ڼӉ��������ĸߜظ߉�������׃����ǰ��ӽ�0.7MPa,�Լ���Һ�����ճ�Ժ͏����g�ԣ��O�����y�T�a�����g���Y����������ĥ�p�ȹ��ϣ���ˉ���׃�������������ں̣ܶ�һ�_��ͨ���y��ƽ������20�����ң�#�̵�ֻ��5�졣���Q����}�����H�H���y�T�Y���x�ͱ������֣�߀��ԓ�Y�Ͽ��Ʒ�ʽ�������nj��Ӊ�������׃�������ԄӃ������Ʒ����һЩ˼·[1] ��
1 ����׃�������x��
�Ӊ������Ͻ��|��ϡ����懵V�{�����~����懡����F�V����������ȣ����������^�ߣ������ڽ����������ضȣ����ϳɷֵ�׃������ͨ��䓲��|����׃�����y�����Ɠp�����Ϻ�̎�Y����ࡢ�y�T�������y�w���y�Ȇ��}������������ϳɷֵ�׃���͜ضȡ��������������y�T�l��������ĥ�p����r��
�����Cе���ȴ��ӹ������Ժá������õĿ����g���ܶ����Q���V�������ڝ�ұ�����r�С���������ľS�o���͌�
����׃����������x������y,������͞��ӣ���Դ�x�õ��⣬�y�T���������մ��Է�ֹ�_ˢ�͚��g�����L�y�Tʹ�É��������_�����õđ��úͿ���Ч�� ��ͬ�r���ڸ��ȉ����^�����y�T�����ȼ��b����Ԫ�����Ԝp�ٌ��O��ܵ��ě_ˢ ��һ����r�������Ҫ������y�����{���y���������y�T�ϼ��b��λ�����@�Ӽ������{����������
2 ����׃�����Ă��y���Ʒ�ʽ
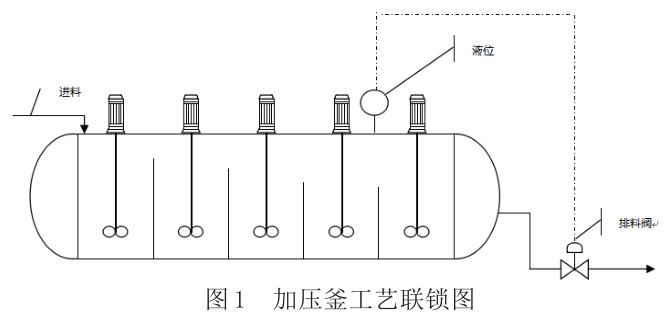
��D1��ʾ������׃�������ڼӉ�����ˣ��ڼӉ����B�m���a�r����Ҫ���Ӊ�����Һλ�M���Ԅӌ��r���ƣ�һ��֞�PID�{�����ƺ̓�λ���ơ��ڌ��H�\���^���У��o������PID�{����ʽ���H�{����������߀�����������g��������ƫ�ĵȆ��}����DCSϵ�y�У�һ����r��PID�{�����܉K��Ӌ�����ڞ�1s,�ஔ���y�T���yλÿ1s��Ҫ׃��һ�Σ����PID�{���������f���^���ܣ��@�͕�ʹ�y�T��ͣ����С�_���������������ϳɷݏ��s���y�T�͕���ͣ��̎��ĥ�p��B������ĥ�p������ǻ�w�����а��ۣ����⻬���^�������y�T�Ȳ��Y�����y����һϵ�І��}��
���^�ă�λ���ƣ���ָ������׃�����c����Һλ�M���i�����_���ޕrʹ����׃����ȫ�_���_�P�y�������_�Ȟ�100%���{���y����Һλ�����ޕrʹ����׃����ȫ�P���_�P�y�������_�Ȟ�0%���{���y�����@�ӿ��Խ�Q�y�T��С�_���®a��ĥ�p����r�����ǿ��Ʋ���que������ˇָ�������������������ډ���׃����ǰ��ܴ��y���ں̵ܶĕr�g���_�P����������ܴܺ�ě_�����ܓp������Ӱ��y�T��ʹ�É�����
���ڹ�ˇԭ��һ����r�¼Ӊ���һ����������Ҫ�z��һ�Σ���r4-8С�r���z����ζ����Ҫͣ�����ؽ������Ӊ��������������ضȼs160�z�϶ȣ��������a�ĸ��ȉ����s0.8�������Ӊ����Ȝضȡ��������������r��һ������׃�����Ȳ��н��|����������y�Tǻ�w�Ȳ����|���ؽY��������y�T�������o�������_܇��Ӱ푹�ˇ���aӋ����
3 ����׃�����ă������Ʒ���
ᘌ�Ŀǰ���ڵĆ��}����������½�Q���� ��
��1������׃�����yλ�ą^�g�ֶο��ơ����簴�չ�ˇҪ��ļӉ���Һλ�����ޞ�2.5m�����ޞ�1.7m,��1.7m-2.5m�@һ����ƽ�����֞� 6 ���^�g���� L1 �^ ��С�� 1.7m,L2 �^ ��1.7m-1.9m,L3�^ :1.9m-2.1m,L4 �^ ��1.9m-2.3m �^ ,L5 �^ ��2.3m-2.5m,L6 �^ ������2.5m,ͬ�r���y�T�_�ȏ�0%-100%֮�g�քeȡ��6���yλ��V1 ��0%��V2 ��20%��V3 ��40%��V4 ��60%��V5 ��80%��V6 ��100%���yλ�cҺλ��߉�Pϵ���� ��
�S���Ӊ���Һλ��׃�����yλ������׃�������Ǟ��˱���Һλ���R���c���¸��ӣ������yλ�l���ГQ����DCS�����п����O�ã�������ˇ��׃�����yλ�ı��ּȶ��ĕr�g���ڣ��@�Ӽȿ��Խ�Q����yλС�_��׃��������y�Tĥ�p��Ҳ�ܽ�Q���ڃ�λ������ɵ�Һλ����que�Ć��}���P�ڿ��ƅ^�g�ĵķֲ����Լ��r�g���ڵ��O�����ǿ��Զ��x�ģ�����һ�ɲ�׃�ġ�
���@�����Ʒ����У�#��Ҫ���nj����y�T#��Ч�ĕr�g�������ڣ�#�K���F�y�T�ĕr�g�����cҺλ�������Ƶ�#��ƽ���c�������ڱ��C�y�T����������#�щ������ڵ�ǰ���£����FҺλ#���ʵĿ��ƣ�#��̶ȵ������Ӊ�������ˇָ���Կ�ˮƽ��
��2��ᘌ�����׃������PID����ģʽ��ǰ���ѽ�����������PID���ʿ��ƕ���鉺��׃������λ��λ��ÿ1�붼�����Ӊ�����Һλ��׃���l����׃���@�͕�ʹ���y�Tÿ�����һ�Σ��l����С�_�Ȍ������ϳɷ֏��s�ļӉ����@�N�طN�O����f�ܲ��m��������׃�����ĉ����O�̣���˂����J��������LPID���܉K���\�����ڣ���#�m�˵�PID�\������ָ������׃�������� ��������ЩDCSϵ�y��PID�\�����ڟo����׃���Ϳ���ͨ�^��PID�\�㹦�܉K���|�l�˼ӕr�g�^��������üȶ��ĕr�L�ȶ��r�|�lPID�������@�Ӽ��ɱ���PID�\�����ڶ�������y�Tĥ�p����r�����������ľS�o���͌������@һ�\��������5-10min���ˡ�
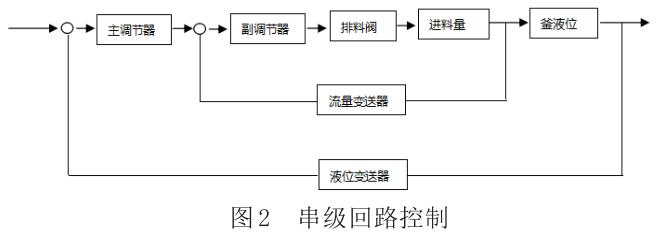
��3����������ϵ�y�����σɷN���Ʒ�ʽ���_�����A�ڵĿ���Ч����һ�µġ���Ȼ�@�N���Ʒ�ʽ�Č�ʩ߀Ҫ�����Ӊ����M�����Ĵ�С�C���M�п����������ˇ�l�����S��Ԓ�������c�Ӊ����M�Ͽ��M�������Ӊ���Һλ������׃�����γɴ�����·���ƣ���D2��ʾ�����Y�Ϲ�ˇָ���Լ���ˇҪ���_�����aЧ��#�ѡ�
�D1�����{�������O��ֵ�鹤ˇ����Ҫ������Һλֵ���������·�鶨�ƿ���ϵ�y �����ɸ��{����������׃�������M����������׃�������ɵĸ���·��һ���S�ӿ���ϵ�y����鸱�{�������O��ֵ�����{������ݔ���ṩ�����m���{������ݔ����׃����׃������������׃���Ĝy��ֵ�c�o��ֵ��ƫ������ɼӉ����M�������鸱׃�����c���ƣ��ԱM�����⌦��׃���Ӊ���Һλ�Ĕ_�ӣ��Ķ�ͨ�^������·���ƣ������Ӊ���������Һλ�������Ӊ����Ŀ����|�����Ԅӻ�ˮƽ��
4 �z��ģʽ�µĉ���׃�����������߿���
���ڙz�ޕr�Ӊ������ؽ������ض�ͻȻ���͕������y�T�Y���������O���¼Ӊ����o�������_܇�������Ϲܵ��ω���׃�����M��ǰ�����������ֹܵ������������y���ڽ���ж�Ϻ��r�P�]����׃����ǰ�˽�ֹ�y��ͬ�r���_���������y���ڙz�����g���r���_���������y�T�����C�y�Tǻ�w�ȸɃ������������ϽY�����ֹ�y�T�������P�ڴ����y�T�ĕr�g�Լ����F��ʽ����������DCSϵ�y���r���M���Ԅӿ��ƣ����������M�д��� ���P�����������Լ������ܵ���С���O�ã���Ҫ�Y�Ϲ�ˇ���ڲ�Ӱ����a��ǰ�����x����m��������Դ�ܾ� �����������a�r�����������y�P�]���˕r��Ҫ���÷��o�������L���������y��ʹ�É�����
5 �Y�Z
���ڼӉ������ډ���������Ҳ�����طN���I�O�䣬�����һ����r�£���ˇ���Ʒ����Č�ʩ��Ҫ���^��ε����ú�Փ�C��Ҫ�������ĸ��T�ڌ��F����Ҫ��ˇ���a�����^��εĜ�ͨ�ͅf�{�����ҳ�ֿ��]��������ܕ�����ĸ�헹�ˇָ�˵�׃�����������ܕ��a���ĸ��N��ȫ�[�������Ϸ����Ǐ���Փ�Ƕ�̽ӑ�����ܕ����Ժܶ����H�����أ����Է����Ƿ���У�߀��ҪՓ�C��
ע���������x�����¾���ԭ�����D�dՈ�������ĵ�ַ