
��ժ Ҫ������ij�~⒵V�Ŀ��һ���ɡ��x��ұ�Ϲ��̡� �ڽ�Bȫ�S��Ҫ���̹�ˇ�Ļ��A�ϣ�������ԓ�S �Ԅӻ�ϵ�y���OӋ˼·��ϵ�y�M���Լ������F�Ĺ��ܡ� ԓ�Ŀ�����˼���#�Ƚ�� FF ������DP �������ơ�ͨ Ӎ���g�� DCS ����ϵ�y�����F�˹������л������Ʒ�ɢ�����W�j�fͬ�����Q�����ܻ���������һ�����Ϯ����� �I�lչڅ�ݵ����ܻ�ȫ�������a��I��
��Ɲ�ߵV�Iλ�ڄ��������ϲ��R������ʡ�ƱR �f�R�Ж|�s 35 km ̎�����Ї���ɫ���F푑��Ї�“һ ��һ·”̖�٣����ӷ��ްlչ�����wͶ�YҎģ#���\ �Iģʽ#�¡� �lչ����#���ŵĺ����~��YԴ�_�l�Ŀ����Ɲ���~⒵V�Ŀ��һ���ɡ��x��ұ�Ϲ��̡� ԓ�Ŀ��¶���_�ɣ����ô��顢����ĥ+��ĥ������� ����CCD ����ϴ�졢��ȡ��늷e��ˇ���aꎘO�~;���~ ����Һ�����F���ɶγ�⒡��^�V�������a���ƚ����� ⒣��OӋ�ɡ��xԭ�V̎������ 4 500 kt/a����aꎘO�~80 kt��������Ⓔ�⒣���������8 kt�� ������Ҫ��Bԓ�Ŀȫ�S DCS ����ϵ�y���OӋ�����F�Ĺ��ܡ�
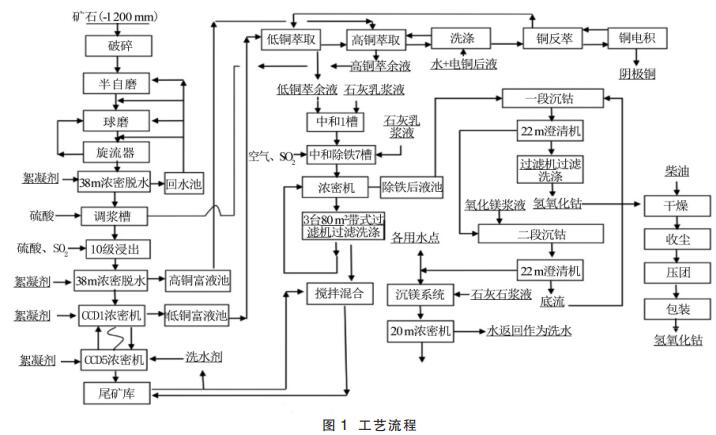
1 ȫ�S��Ҫ��ˇ����
ԓ�S���~��Ʒλ�Vʯ�������Ϳ�܇ֱ���\���� ��վ�� #��K�� 1 200 mm�� ����������C������200 mm ���º�Ƥ���D�\�����g�V�}�� �ٽ����Ͱ�ʽ�o�ϙC�o��Ƥ��ݔ�͙C�\�����ĥĥ�C—��ĥϵ�y�����������ּ�����ɰ�o����ĥ�C������������ �����ܙCÓˮ���M���������
��ĥ�V��Óˮ�����V�{����ȡ�ĸ��~����Һ�M���{�{���ڝ�����Ͷ�������������£��M�� 10 ���� ���� ����ĵV�{������+CCD ϴ���������β�V �죬��������~��Һ��ϴ���Һ����~��Һ�M����ȡϵ�y�� ���~��Һ�����~��Һ������ȡ늷eϵ�y������ �a늽��~,���~����Һ���ؽ���ϵ�y,���~����Һ�M ��Ⓕ���ϵ�y�� Ⓕ���ϵ�y���ö�������՚������кͳ��F— ���γ�Ⓓ�ˇ�����Ƃ������⒡� ������Ⓗ��^�V�� ������b�ɮaƷ����Ⓔ�Һ�����V����ǰ�ι���
��ˇ���̈DҊ�D 1��
2 ȫ�S�Ԅӻ�����ϵ�y���OӋ
2.1 ϵ�y����
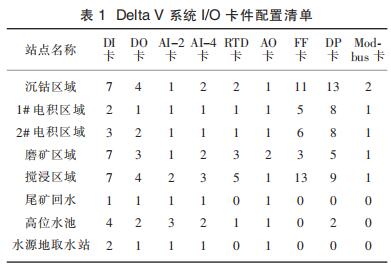
��ϵ�yֻ�O�� 1 ����������ң��O�������aָ �]���ģ����� 1 �_���̎�վ��6 �_�����Tվ��1 �_ PLUSվ��1 �_���÷�������1 �_ OPC ��������6 �� DCS �� �Ʒ�վ�M�ɡ��������a���̿��ƅ^�֣��ڸ�λˮ ������ҡ�ĥ�V܇�g����ҡ��������܇�g����ҡ� 늷e 1 ϵ������ҡ�늷e 2 ϵ������ҡ����܇�g����ҷքe�O�� 1 ������ DCS ����������� ͨ�^�W �j���Q�C��������/�͑��˼ܘ��Ѹ����������������һ�𣬽yһ����������a�����������ģ����ՙC�һ�w������ָ�]�{�����a�� ȫ�S���� 1 ��ȫ������ �a�^�̿��Ƶ� DCS ϵ�y�� DCS ϵ�yƷ�ƞ�������Ĭ�� Delta V��ϵ�y I/O �����������Ҋ�� 1��
2.2 �W�j�Y��
Delta V ϵ�y�W�j�Y�������ׂ����c��
1��DeltaV ���ƾW�j���������νY���£�
2��Delta V ���ƾW�j ��һ�����������ľ�����̫�W��
3��Delta V ���ƾW�j ���c��������վ�� Delta V ���������c����������� Ҫ߀�������h�� IO ���c�� �o���W�P���c��
4��Delta V���ƾW�j���еĹ��c���ͨ�^ Delta V ���J�C���� �����Q�C������վ��
5�� ÿ�� Delta V ϵ�y������� ֻ�� 1 �������̎�վ��PLUS վ����
ԓ�Ŀ DCS ����ϵ�y�������;W�j�Y�������� �a�{�����ľW�j�C�����ģ� �քeͨ�^���|�քe�� ����O�� 6 �����a܇�g����ҵ� DCS �������� �W�j �ؓ�Y���D��D 2 ��ʾ��
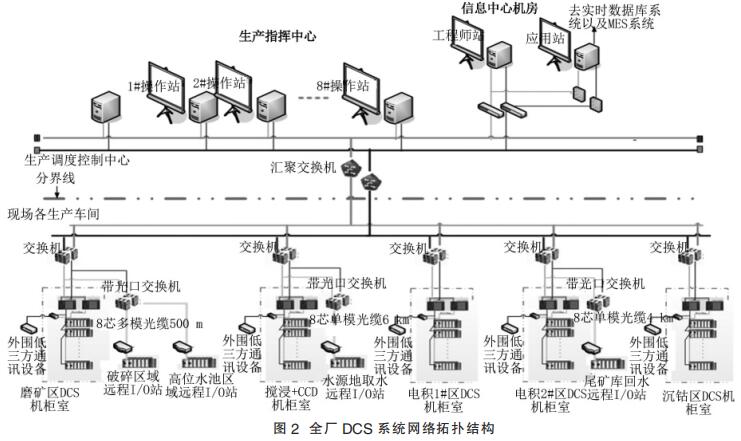
����ϵ�y�ľW�j�Y���֏S 3 �������ľW�Ӽ��� �F���O��ӡ��^�̿��ƌӡ���������ӡ�
1���F���O��Ӳ��õ��� FF �����x���y�T�� DP�������ƬF�������R�_��������׃�l�����������O�� �S���ṩ�Ă��y�z�y�x���c�y�T��늙C���õȣ����� ���A�z�y�c�����O����A�ӣ� ��Ҫ����^�̔����ɼ�̎���������ϼ�����������F��ɢ���ơ�
2���^�̿��ƌӲ��õ��Ǹ��^���վ DCS ���������F�� I/O �����Լ��������O�䎧�� PLC ϵ�y�� ���ÿ����O�䣨��܇��Ӌ���O�䡢�ݗU���x���L�C���ÿ��������� DCS ������ͨ�^ DP ͨӍ�������F 205 �_ ׃�l����166 �_늙C�R����31 �_ܛ���O��� DP ����ͨӍ���ƣ����� 42 �������O�䣬ͨ�^DP ͨӍ����Modbus ͨӍ����������� DCS ϵ�y�ϵļ��ɡ�
3����������Ӳ��õ��Ǽ�������������ҵIJ� ��վ�����̎�վ������վ���������ȣ���Ҫ�� DCS ϵ �y�M�нM�B�����á��{ԇ�;S�o�������a�^���M�Йz �y�Ϳ��ƣ������a�^�̔����M�Кw�n�����ͷ������� ���a���r������������Ϣ��ϵ�y��
2.3 FF �F���������OӋ������
2.3.1 FF �F�������Ę��Ɇ�Ԫ
FF �F�������Ę��Ɇ�ԪҊ�D 3��
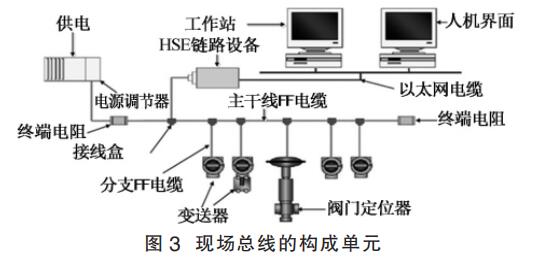
2.3.2 FF �F�������OӋԭ�t
FF �F�������OӋԭ�t���£�1���F�����b��׃�� �����y�T��λ������ FF H1 ͨӍ�f�h�� 2��FF ׃���� �ṩ AI ���܉K�����\��� LAS ���ܣ����ͨ�^ ITK�������Ԝyԇ���c DCS ܛ���汾һ�¡� 3��FF �y�T��λ���ṩ PID��AO��DI ���܉K�� ���\��� LAS ���ܣ� ���ͨ�^ ITK �������Ԝyԇ�����c DCS ܛ���汾һ �¡�4�����s���� PID ���ܻ��ߏ���Ӌ�㹦�ܣ������DCS ����������ɡ� 5��FF ����ͨӍ��|���� 18#AWG 0.8 mm2��7 ���~о�g�ϣ� ����ϩ�^��䓽z�z�b ��|�� �x���ͽӾ����B���B�ӱ�횲��÷�����|�ܷ���^�� ���� FF ������|���Α��� DCS �C��Ƚ� �أ������S�ڬF���ӵء� 6��ÿ�� H1 �W�ε� FF ���� ���ɾ��ͷ�֧��|�L��֮�Ͳ����� 1 200 m�� ��֧��|�L�ȱM���ܶ�, ÿ�� H1 �W���B�ӵĿ����x�� �y�T�����������^ 9 �_������ FF �y�T��λ���������y�������^ 2 �_�� 7���λ�·���Ƶ� FF ׃������ FF�y�T��λ����������ͬһ�� H1 �W���С� 8��FF �F�� ���� H1 �W�ι���Դ���Դ�{������������� �á� 9��ÿ�� H1 �W�Α����ö����K������һ���� FF�Դ�{�����У�һ���� FF �Ӿ����С�
2.3.4 FF �F���������
FF �F�������ă��ݰ������·��棺1���ڱ��Ŀ�У�ÿ�� FF �����W���OӋƽ����� 8 �_�x�������p���˃x����|�������� ����ģ�K�Ϳ��ƙC��Ĕ� ���������˿�Ͷ�Y�ɱ������p��ʩ����������ʩ�� ���b���ڡ�2��ʹ�� FF ���܃x���y�T���ڿ����ҵ� DCS
��λ�C�Ϳ�����ɽ^�ֵ��{ԇ�����������{ԇ�������ȡ� 3�����Ŀ��ԇ܇�A�Σ�����ͨ�^��λ�CAMS �����O�����ܛ�����F���x���M���{ԇ���\ �ࡣ �S�r���l�F�F���x���İ��b�^���д��ڵĆ� �}�������ض�׃�����Ӿ��e�`��һ�w���ض�׃�������b�e�`�ȡ� 4��FF �F���x����
����ƹ��ܣ�PID ����߉�������b���y�T��λ���У��F���y���x���c�����yֱ��ͨӍ�����ɿ��ƻ�·������ϵ�y��������ؓ�ɣ���߿��ƻ�·��푑��ٶȡ�
2.4 ���F����
1����ˇ�O������c�������棬�܌��F��
��1������h����һ�I��ͣ����������ĥ�^��Ƥ���c��ĥ�C֮ �g���_ͣ܇�����ƣ���
��2��DCS ϵ�y���������O�� �IJ������ƣ��������ßo�p���ӷ�ʽ���ѵ������O�� �͵� PLC ���������w�� DCS ϵ�y�ϣ�ʹ�F���c�h �� DCS ֮�g����ģʽһ�ӣ��� DCS ϵ�y�����������O�����κ�߉�Дֻ࣬��ͨ�^�c PLC ͨӍ�x���� ���팍�F�h�̲ٿأ����O��Ŀ��ơ��i���o�� PLCϵ�y����ɡ� �������O��� DCS �h���c�͵ؿ���ģ ʽ�ГQ��ͣ�C���Ɍ��F�F���o��ֵ�ء�
��3�����F���w �O����h����/�ԄӲ����c���ƹ��ܣ� ��Ҫָ׃�l �����R���Լ��D�١�������������Һλ���o������ PID�{����·�����ԄӲ�����
2������ˇ�O�����߉�c�i���o߉��������
��1������ˇ���������O����i����߉�����������������O��Ć�ͣ�i���o����
��2���c�������O��֮ �g���i���o��
��3���O�������r�µ��i���o߉��
��4���o����r���Լ�ȫ�S��ͣ���r�µ��O���_ͣ �����ơ�
3������ˇ������̎���������ܣ�������
��1������ ˇ�y�������M�з�yӋ�c�۷e�ȹ��ܣ�
��2�������a ����������څ��ӛ䛡��¼����M�д惦��ͨ�^�֙C ����������Ҫ�Ĉ���Ϣ��
4��ͨ�^ AMS �����O�����ܛ�������Ԍ����ӾS ���D�����A�y�ԾS�ޣ��F�������O����A�y�S�o�� ��Ϣ�ɂ��͵� Delta V ϵ�y������ϵ�y�ľS�o������ ���p������ͣ܇�� AMS �����O�����ϵ�y�ɷ���� �@���P�I�O����Ϣ�������O���M�И˶����M�B�����A �y�ԾS�o�ṩ���\�ࡣ
3 ���Y
ԓ�Ŀ�Ԅӻ�����ϵ�y�OӋ���ü��� FF ���� �� DP �������g�� DCS ����ϵ�y������ FF �����x�� �y�T�� DP �������Ƶ������R�_�������� ׃�l�����������O�� PLC���Ȝp���ˬF����|���O�cʩ������ �֝M��������ϵ�y�����L�U�ķ�ɢ�� ���H���Թ�ʡ�Ŀ���ڼ�Ͷ�Y�M�ã� ���ҿ��Ԝp�كx���y�T��Ʒ ����N��������a�S�o������ ����IJ��xұȫ���̹��S�����߀���Շ����x �V�S��ұ���S�Ă��y����ģʽ���ݱ������I�ĽM�� �C�����s�������\�I�S�o�ɱ����Һ�����I�o������ ���ȃ��|�������YԴ�Ј����y���Շ���ģʽ�M�� ��顣 ����ԓ�Ŀ������һ����ȫ�S���^������� �C���桢���Iҕ�l�O�ء��{�ȏV���������Ԓ�����r�� ���ɼ����O����Ϣ�������������{�ȡ����^�Ӵ��ȶ� ���ܞ�һ�w����������ң�ֻ��Ҫ�����ľ����ˆT �Ϳ������ȫ�S���a�������{�ȣ��˷��˂��y���a �����У���Ϣ���f�h���ࡢ�����L��푑��ٶ�����Ч��
�͵ıˣ���������a����Ч�ʡ�














 �Pע�҂� ���F���A
�Pע�҂� ���F���A