
ժ Ҫ����#��Ҋ��ģ����ʽ�P�҉��T�C�������iģ�r���T�C�������� 4 ���iģ��������ֱ��������ֱ�_��#���iģ����ÿһģ�Ή��Tѭ�h�У����T�C�_��ģ��һ�Σ������������� 2 �Ρ��iģ���Ĵ�С��ͨ�^����ęz�y�b�ã��z�y 4 ���������_�iģ�^���е���׃�����D����һ����ģ�M��ݔ����#��ݔ���������Q���������ͨ�^�@ʾ���xȡ�����@ʾ�iģ���Ĵ�С���������^�ʴ_��һ�N�����iģ��׃�������aָ����ʽ���Ɍ��H���a�У�������C�����õ�,����ԭ��z�y�b�����ܲ�������ԭ��ʹ���y�iģ���������������ṩ��һ�N�ԙz�y�iģ��ǻ�����ķ�ʽ��ͨ�^׃�����b���D����ģ�M��ݔ��o���T�C PLC ϵ�y���_���^��ʴ_���@ʾ�iģ����С��Ч�����Ķ���Чָ�����a��
���T�C���ډ��������°����ڽ��ى��䵽ģ������s���ͣ��_ģ��õ����w�����T����һϵ�й��I�T��Cе���������N��ͬ��̖Ҏ�����ʽ�͟�ʽ���T�C�������v������ģ�������Pʽ���T�C�������ˇ������ձ��ƏV��Һ����—����Cе�U��ʽ��ģ�C���������\�Ӻ������iģ�ɿ����Y���o������ʡ�ܺĺͱ��ھS�o�ȃ��c�������V��ʹ�á��C���iģ���Įa������ه����U���r���� 4 �����������_��#���������ȣ��Ķ����Cģ�߱����N�Ϻ��ܳ���ס����Һ�����^���Юa���ě_��������Û�_��#�o�����lj��T�C�x�ͼ����a��#��Ҫ�ą���֮һ���ǛQ���C�����ܵ��P�I��
���H���a�У���������ģ�ߟ���Û���C��λ�ðl��׃������ģ�ߊA�XƤ�X��ԭ���C���o���i�o��ͬ�r�iģ�����Fƫ��^�����F�w�ϬF��Ώ��к�ģ���a�r�����p��ģ�ߣ�Ӱ푮aƷ�|�������`���a�M�ȣ��������F�w�X���˵Ȱ�ȫ�¹ʡ��]���iģ��ָ�������iģ��ƫ��ɴ˶������Ĵ��r��ֻ��׃�ø���횕r���Pע���T�C���a�е��iģ�������C�iģ���_���C�����õ��iģ��С���@�Ӳ��ܰl�]#�����ܡ�ͬ�r�����Мʴ_���iģ���@ʾ�������Qģ��ǰ���{���C������Ҳ�Ǻ���Ҫ��ָ������܇�g�� 2009 ����ʹ������ij��˾���a����ģ�剺�T�C���C��ԭ��r�Ԏ��iģ���z�y�b��߀����Ļ�@ʾ�������@��ُ�C�r��һ���x��헡�ԓ�z�y�b��ͨ�^����һ���������ϵđ����h���z�yһ������������r��׃�����Q������C���iģ����С�������l�����_��ģ���a��ʹ�Õr�g�� 2 �����Ҿͳ��Fƫ��o���_����������ָʾ����ُ����������r����ʹ����ƫ�����^���ܺܺõ���ָʾ���x���F�ṩһ�N������Ч���r������ęz�y���������ډ��T�C��Ԫ���iģ��ָʾ���`��
1 �����Է���
1.1 �p�����ģ�C���Ĺ������c
1����ģ�C�����������á��D 1 ���ģ�b�ýY���D���_��ģҺ���ׄ������Ƅ�����M�����B�U���ģ��������B�U�Ķ��P���T���ϣ�ͨ�^���طŴ�#�K�����������f���D�еĄ�ģ�壬�ں�ģ����ģ�߱����N�Ϻ��m�D����ģ�壬�����^����ĸ��β����ĸ�����o�����������ԔD���������Â��f�o��4 ���������������������������ģ�߱����N�χ��o��ֱ��#��������ֱ�������������_��#�˕r��ģ���N�������ǙC��������������iģ����С����Փ�Ͽ��Ԍ�����Դ—��ģҺ���������Ŵ�16��26 �����O�����܅�����������������ֱ�L��һ�������b��ͬ��ģ�ߕr��ͨ�^�D 1 �е��{ģ���X݆ʹβ����ǰ����Ƅӣ����C#�K��ģ�r��������ֱ���iģ�����_��#������B��

2������U��ֱ��һֱ���r���˕r����M�������ڊA�ǣ��@�ӵęC����̎�����i��B���˕r�����Գ�ȥ��ģҺ������������ģϵ�y��Ȼ��̎�ںϾo��B�������i�o������׃����
1.2 Һ���iģ��Һ����·���c
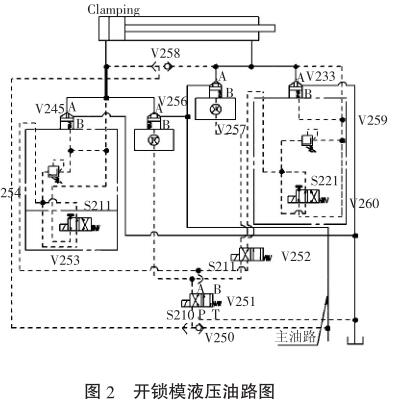
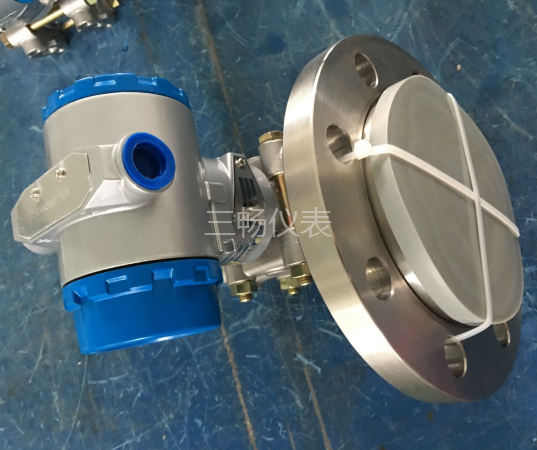
�D 2 ��ʾ�������iģ�ׄ������������y�͉���������D���D����ǰ��ǻ�·���·�ж��������y��늴œQ���y�����b�y�ȣ��@Щ���y�������ã��������_��ģ�������^�̣��������١����١��͉��Լ��߉��ׂ��A�Ρ�
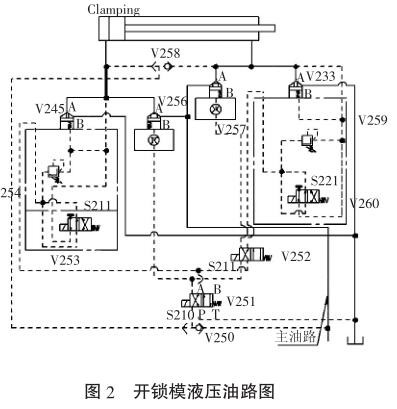
�D 3 �Ǹ߉��iģ�^�̕r���߉��ͼ�����������D���߉��iģ�������iģ�����ĺ��λ�ã������P��ж�����ã��˕r��ǻ���o���͉��_��ϵ�y#��ǰǻ�o����ֱ���Ż����䡣
1.3 �iģ���a������
1���������������Կ�֪���iģ���a����ģ�ߺϾo��ģ���N�ϵ�λ��̎���˕r��U���m������ֱ����ֱ��ͨ�^����ĸ��P���T��������ģ���ϵ����طŴ��iģ����ǰ�������Ŵ� 16~26 �����ڮa���iģ���^�̕r������iģ�o�����͉�ֵ��׃����U�B�ӵĉ��T�Cβ��λ�ò�׃������������������ȫ�_���i�o��ֱ��B�r���͉��Ŵ�����U��ֱλ��̎����һ�������㶨�ı���ֵ��
2���Y�ω��T�C��·�D���D 3�����߉��i�oҺ����·�a�������⼴����ֱ�ĺ��ڣ����iģ�a�������Ą���Դ���˕r���T�Cϵ�y�߉���ֱ�������ں�ǻ���a�������ǰ���������m�Ƅ��^���У�����ģ��ģ����|�r�������a���ܴ�ı������˕r�iģ��ǻ�γ�һ�������^�̣����m�Ƅ������ƄӷŴ����������D����ģ�a����׃����ʹģ�ߵ��N����׃��ֱ��������ֱ���������ڸ�������ʹ��׃���_��#�˕rģ�߱��oҲ�_��#��ֵ���iģ�C����������τ������|����һ���iģ��λ��λ�_�P���ͱ�й����ж����������
3�����T�Cģ���iģ�����^���У�Һ����������һ��׃������ֵ����ֻ��#�K�߉��iģλ�Õr���a���Ƅ�����Ŵ�Ą������xȡ�iģ��ǻ�͉�����ֵ��ͨ�^һ������׃���b�ã����͉�ֵ�D����ģ�M��ݔ����̖��ͨ�^һ���Ĺ�ʽ�����Q�㣬��#�K�iģλ��̎���ɼ������^�������a����#��ݔ�������D�Q�鉺�T�C������ֱ��B�µĴ�ܑ���ֵ��Ҳ���lj��T�C��#���iģ����ͨ�^���Ϸ������������С�
2 ������ʩ
2.1 ��ʩ�^������
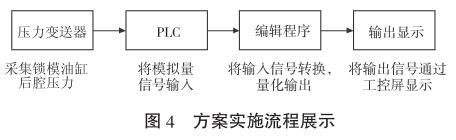
��ʩ�^��������D 4 ��ʾ��
2.2 ���w��ʩ�^��
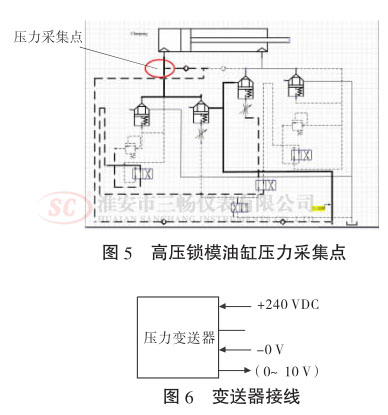
1���ɼ��iģ��ǻ������ݔ��һ������ 250bar������׃������Ԫ���D 5���D 6���D 7���D 8��.

2)��ݔ����0 V~10V��ģ�M����̖ݔ�뉺�T�C���C PLC ģ�M��ģ�K�Ă��ÿ��c̎�������_�Jģ�M��ģ�Kݔ���ֵַ���� PLC �������ض��������о�����Σ��ɼ�ģ�M��ģ�Kݔ�딵����ͨ�^���õ��iģ���z�y�x�����D 9������M���{У�������@�����iģ��λ�r���ɼ���#���͉��D�Qֵ���D 10���D 11�����ٌ�ԓ�D�Qֵͨ�^�����Q�㣬�õ��c�z�y�x������һ�µĔ���ݔ�����D 12������ݔ���Y�����͵����خ���������һ�ݔ����ַ̎ݔ�����D 13��.���H�����У������³���Σ�
L PIW520
ITD
L250
*D
L L#**** (* ̎ȡ 27648 ���{Уȡֵ )
/D
L0
- D
T DB100.DBD4
�O�ú��m��λ�Ô��������͉��D�Q�������ͽo�����ض�ݔ�����������R�r׃����
LDBD100.DBD0
L1000
*D
L15000
+D
L10
/D
T#TEMPO
��ԓ����ݔ�����R�r׃�����x�o���ؙCijݔ�������һ����ֵַ��ݔ���@ʾ�ľ���ԓ�C���iģ��������
3)�{ԇ��ɺ���Ҫ�ں��m��ģ�����a���M��Ч����C��ͨ�^�C����Ļ���@ʾ��ֵ�c�iģ���yԇ�x�z�y��ֵ�Ȍ����yԇ�_��ģ���������a���^ 200ģ�Σ���Ļ�@ʾ���������c�z�y�x���y����������һ�£��D 14���D 15������ 1 ����Ļ�@ʾ�����c�z�y�x���y������������r�yӋ���ı� 1 ���Կ���ƫ����С�� 2%���_���@ʾ���H���T�C�iģ����Ŀ�ģ�������ɡ�

�iģ���lj��T�C�x�͵��P�I���������T�C���iģ���ڌ��H���a����Ҫ����ģ�ߵ���r�M���{�����iģ���Ĵ�Сֱ��Ӱ푵��aƷ�|���cģ�ߵĉ����������iģ�������_�@ʾ�ͷdz���Ҫ������O�����@ʾ���iģ���c���H�iģ��ƫ��̫�Ϳ��ܟo��ʹ�C���l�]������#������ܣ�Ҫô�iģ���{��̫�p��ģ�ߣ��L����˿��܉���ģ���߳��F�ֲ��w�ϣ�ͬ�r��������ĥ�p���p�� 4 �����������������Ǹ����C��#���iģ���M�����õģ���Ҫô̫С��ģ���i���o�����F�w�ϡ������λ����r��Ӱ����a������M�С�
3 �Y Փ
�����a���`�C��ͨ�^����׃����ݔ���͉�ֵ��Ч�D���鉺�T�C�iģ����y���iģ����С�ķ������؏͜yԇ�����ʳ��^ 99%����ȫ�܉�����ָ�����a���H�����I���H���a�е����P���g�ˆT�M���ƏV��
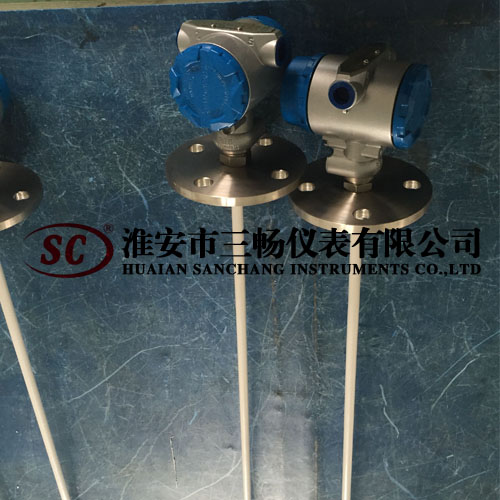
���P�aƷtuijian��LH3851GP3STM2 0-10MPa����׃������С�͉���׃����










 �Pע�҂� ���F���A
�Pע�҂� ���F���A